


Задача раскладки тела жгута изначально не выглядит сложной. Ее решение требует как минимум ровной поверхности, на которой закреплены ограничители и зажимы, позволяющие укладывать заготовки проводов по необходимой траектории. Традиционный стол для вязки жгутов (жгутовой плаз) представляет собой деревянную столешницу с нарисованной на ней топологией жгута в натуральную величину и штырями-ограничителями, между которыми раскладывают провода. Эта технология служит верой и правдой до тех пор, пока серийность невелика, жгуты имеют простую топологию и состоят из пары десятков гибких проводов небольшого диаметра. Жгуты с 3–4 соединителями зачастую могут быть связаны и без использования жгутовых столов. Реальный спектр решаемых на этом этапе изготовления задач гораздо шире и предусматривает разработку шаблона, выбор оптимального порядка раскладки и конструкции креплений проводов, поддержание соответствия трассы прокладки и топологии готового изделия ограниченной гибкости, обеспечение сохранности сложного изделия при снятии со стола, снижение количества ошибок при раскладке проводов и так далее. При изготовлении тяжелых разветвленных жгутов актуальность этих задач повышается многократно. В дополнение к техническим задачам в условиях рыночной экономики все большее значение приобретают вопросы экономические: построение более «компактных» участков, повышение гибкости производства, снижение трудоемкости, затрат материалов и энергоресурсов.
Процесс раскладки проводов и возможности автоматизации
Для опытного технолога очевидно, что проблемы при вязке жгутов закладываются не на заготовительном производстве и даже не на этапе технологической проработки, а еще раньше — на этапе разработки конструкторской документации. Именно конструктор часто разрабатывает тяжелые сложные жгуты, провода в которых рвутся при попытке снять со жгутового стола изделие весом более 100 кг. А увеличение серийности делает смещение акцента на конструкторские работы действительно насущной потребностью. Поэтому первая задача на пути создания надежной электропроводки — оптимизация деления бортовой кабельной сети большого изделия на отдельные жгуты. Сложность ее решения связана с необходимостью достижения баланса множества критериев: массы и габаритов изделия, стоимости изготовления и монтажа комплекта жгутов, электрических и тепловых характеристик, ограничений по трассам прокладки и номенклатуре креплений, количества технологических соединителей. Такая задача под силу только специализированному программному обеспечению. Группа компаний «СЕРП», разработчик программного комплекса управления жгутовым производством S-MES «Орбита», предлагает использовать для поиска оптимального решения уникальный редактор технологических моделей, который в диалоговом режиме позволит выполнить разделение сложной схемы на отдельные жгуты по заданным критериям и ограничениям.
На этапе формирования тела жгута технолог должен выполнить следующие задачи: разработать шаблон для жгутового стола, выбрать конфигурацию раскладки и порядок выполнения работ для минимизации трудозатрат и затрат материальных ресурсов. Шаблон для раскладки жгута на плоскости часто представляют как «скелет» из прямолинейных отрезков разной длины. Поиск в Интернете по запросу «жгутовый стол» выдает несколько видеороликов, в которых «монтажник» ловко раскладывает на плазе жгут с 3–5 прямыми ветвями из тонких проводов. На практике же приходится иметь дело с множеством ограничений при разработке шаблона: необходимость криволинейной раскладки жестких ветвей, раскладка длинных ветвей зигзагом, ограничения на радиус изгиба кабелей, входящих в состав жгута, и расстояния между ветвями для удобства вязки и заделки соединителей. А ограничения по размеру жгутового стола при ручном проектировании шаблона часто приводят к тому, что взаимное расположение ветвей готового жгута существенно отличается от конфигурации прокладки на основном изделии. В любом случае разработка даже плоского шаблона предусматривает не только заполнение рабочей площади стола отрезками, но и учет влияния его формы на трудоемкость изготовления конечного изделия. Редактор технологических моделей, входящий в состав S-MES «Орбита», позволит создавать шаблоны с учетом заданных ограничений. В его функционале также предусмотрено формирование номенклатуры держателей на основе встроенной «библиотеки», расчетных диаметров ветвей и веса жгута. В дальнейшем программа распределяет эти держатели по площади шаблона таким образом, чтобы обеспечить фиксацию тяжелого жгута минимальным количеством держателей. Дополнительные знаки и изображения на поле шаблона могут указывать зоны установки поясков, показывать внешний вид устанавливаемых соединителей, схемы их заделки или другие технологические особенности изготовления. Кроме того, данный модуль поможет спроектировать топологию переходных жгутов для низковольтного встроенного в стол тестера. Разработанный шаблон печатают на бумаге, которую затем крепят на поверхности стола. Особая задача — разработка шаблона для жгутов, диаметр ветвей которых соизмерим с их длиной (например, для внутриблочных жгутов), или изделий с жесткими требованиями к массогабаритным параметрам (жгуты для аэрокосмической техники). В этом случае на смену плоскому шаблону приходит сборный объемный шаблон. Для его разработки обоснованно использование методики трехмерного проектирования с последующей трехмерной печатью его деталей.
В настоящее время на рынке существует несколько видов держателей проводов, устанавливаемых на жгутовые столы. Сегодня наиболее популярным решением считается линейка держателей от компании Panduit (рис. 1).

(Рис. 1. Держатели проводов Panduit (винтовое крепление к поверхности)
Данная линейка включает как держатели непосредственно ветвей и концов проводов, так и формирователи разветвлений и поворотов. Изначально эти держатели изготовлены под крепление винтами или саморезами. Однако мы рекомендуем применять готовые держатели, выполненные нашей компанией под установку на плаз с помощью неодимовых магнитов для их использования на жгутовых столах со стальным покрытием. Наиболее комфортно работать с магнитными креплениями, характеризующимися силой отрыва до 5 кг, но при этом для работы с тяжелыми жгутами на наклонных поверхностях необходимо соотносить количество держателей с общим весом изделия или его участка. В таком случае оценка количества на глазок может привести к установке двойного или тройного запаса держателей, что повышает время сборки жгута.
Сам процесс раскладки маркированных проводов на жгутовом столе на первый взгляд кажется простым, но и в этом случае учет ряда нюансов влияет на качество изготовления и его трудоемкость. Во-первых, раскладка сложных или крупногабаритных жгутов может быть выполнена несколькими работниками как на фиксированном жгутовом столе, так и на жгутовых конвейерных линиях. Здесь возникает задача деления всего комплекта проводов одного изделия на подкомплекты, близкие по трудоемкости раскладки. Для использования на конвейерных линиях эта трудоемкость должна быть приблизительно равна такту движения линии. Кроме того, если несколько рабочих выполняют операции на одном длинномерном жгутовом столе, необходимо минимизировать как их перемещения вдоль стола, так и возможные пересечения траекторий этих перемещений. Во-вторых, дополнительную экономию трудоемкости раскладки можно обеспечить, выделив в жгутах с помощью этого же модуля так называемые ручьи, то есть пучки проводов, имеющих одинаковые адреса соединителей на обоих концах, и на заготовительном участке заранее формировать сами пучки в соответствии с данными из редактора технологических моделей. В-третьих, раскладку сложных жгутов удобнее проводить с использованием сканеров линейных штрихкодов или QR-кодов и средств вывода визуальных подсказок. Средством отображения таких подсказок могут быть проекционный аппарат, очки дополненной реальности, монитор персонального компьютера или интерактивный плаз, принцип действия которого описан далее.
После раскладки участки жгута скрепляют лентой с клеевым слоем, пластиковыми поясками или вяжут специальным шнуром в соответствии с ГОСТ 23586-96. Однако зачастую и другие операции (лентообмотку, заделку соединителей, установку маркировочных бирок) [1] выполняют, не снимая изделия со жгутового стола. В таком случае тестирование готового изделия на соответствие схеме соединений тоже предпочтительно выполнять на этом столе. Особенно это актуально для тяжелых жгутов, хвостовики соединителей которых заливают компаундами. Дополнительное перемещение таких жгутов может привести к разрыву соединений, а отсутствие проверки на соответствие схеме соединений до заливки — к трудоемкой разборке залитого соединителя. Избежать обоих опасных эффектов поможет низковольтный кабельный тестер, предназначенный для обнаружения нештатных коротких замыканий и обрывов в изделии. Компактный дизайн таких тестеров (рис. 2) обеспечивает возможность их размещения под столешницей жгутового стола. Габариты основного блока оборудования составляют 270*170*50 мм (на рисунке слева), а блока расширения тестовых возможностей — 170*160*50 мм (на рисунке справа).

(Рис. 2. Низковольтный кабельный тестер Cirris Signature 1000RX: слева — базовый блок; справа — модуль расширения)
Ветви переходных жгутов при этом крепят к краю столешницы вблизи от соответствующих соединителей тестируемого изделия, чтобы сократить время подключения перед проверкой схемы. Очевидно, что полный цикл электрических проверок, предусматривающих и проверку прочности изоляции, обоснованно проводить только на законченном изделии.
Жгутовые столы для различных уровней автоматизации
Классические жгутовые столы (плазы) представляют собой конструкции с металлическими или деревянными столешницами, на которых закреплен шаблон с изображенной на нем топологией жгута. Поверх этого шаблона устанавливают держатели или направляющие для проводов, по которым и формируют тело жгута. Для этих целей можно использовать плаз для изготовления и ремонта жгутов, изображенный на рис. 3. Покрытие столешницы выполнено из нержавеющей стали, на стальном каркасе, что позволяет крепить шаблон и направляющие проводов с помощью неодимовых магнитов.
(Рис. 3. Жгутовый стол с металлической столешницей)
Стандартная ширина столешницы — 2 м, длина — 3 м, но эти размеры могут быть изменены при заказе, начиная от 1 м в ширину и от 1,5 м в длину. Несколько таких плазов могут быть сращены для получения столешницы необходимой длины, кратной длине одного стола-модуля. При необходимости после выполнения заказа модули легко переконфигурировать под другие изделия. Существуют и дополнительные возможности, которые повышают удобство использования и эргономику рабочего места монтажника. Во-первых, поворотный механизм крепления столешницы, позволяющий закреплять ее горизонтально или наклонно с регулировкой по углу с шагом 5°. Монтажник может выбрать максимально комфортный угол с учетом габаритов изделия и его сложности. Однако следует помнить, что возможность работы под углом должна быть предусмотрена на этапе проектирования шаблона, чтобы определить номенклатуру и размещение держателей в соответствии с массогабаритными характеристиками жгута. Во-вторых, это могут быть дополнительные лампы для местного освещения, вынесенные на регулируемых штангах таким образом, чтобы освещать рабочее место и не слепить монтажника. В-третьих, дополнительные ящики в основании стола для хранения держателей, ручного инструмента и прочего инвентаря. При необходимости в этом объеме может быть установлен кабельный тестер с подключенными к нему переходными жгутами. И в-четвертых, специальный пластиковый лоток для сбора мусора при ремонте жгутов или для укладки бухт длинных ветвей при изготовлении жгутов, если эти ветви невозможно или нерационально укладывать зигзагом в держателях плаза. В результате монтажник не наступает на провода, а очистка лотка от мусора выполняется одним движением щетки. «Смарт рабочее место» монтажника, на котором установлено приложение АРМ S-MES «Орбита», может обеспечить контроль правильности выбора инструмента и оснастки для выполнения таких технологических операций на плазе, как опрессовка, бандажирование и лентообмотка.
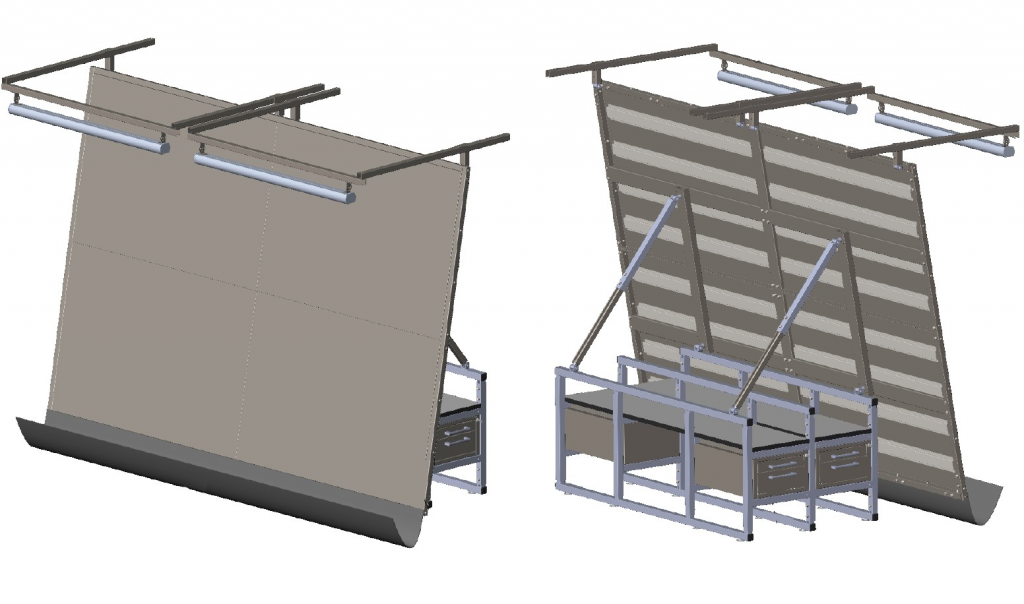
При серийном производстве жгутов, например для автомобильной промышленности, обоснованно использование конвейерной линии с плазами, подаваемыми к следующему рабочему месту в определенном ритме. На рисунках приведены три вида жгутовых конвейерных линий, предлагаемых компанией Schleuniger для сборки жгутов. Первый тип линии — с перекидными плазами (рис. 4).
(Рис. 4. Автоматическая линия сборки жгутов с перекидными плазами от компании Schleuniger)
Плазы могут быть односторонними или двухсторонними, угол наклона поверхности составляет около 60°. Длительность цикла регулируется в диапазоне 1–8 мин, скорость движения конвейера около 3 м/мин. Стандартная высота рабочей поверхности составляет 900 мм, а длина 2,5–4 м. Конвейерная система является модульной и позволяет варьировать количество плазов в линии и их размеры. Дополнительные опции, делающие рабочее место более удобным, эргономичным, — это держатели для документов, лампы подсветки и вентиляторы.
Необычной для российского производства, но полезной опцией к данной линии могут стать очки дополненной реальности, выполняющие функцию «прозрачного монитора с технологическими инструкциями». Это повышает не только скорость раскладки жгута, но и ее качество. Дополнительное преимущество таких очков — встроенная видеокамера, которая заменяет сканер штрихкодов «смарт рабочего места» и позволяет фиксировать весь производственный процесс так, как его видит монтажник. Полученные записи можно использовать для анализа обнаруженных отклонений или в качестве учебных материалов для молодых сотрудников.
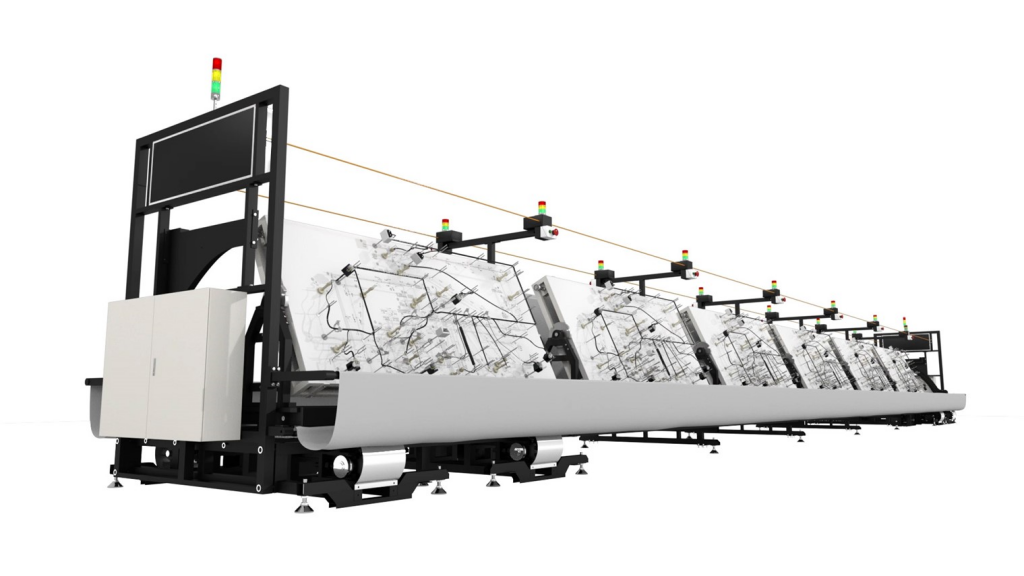
Второй тип — линия с подъемным механизмом (рис. 5).
(Рис. 5. Автоматическая линия сборки жгутов с подъемными плазами от компании Schleuniger)
Плазы в этой линии движутся в двух уровнях. При этом верхний уровень доступен для монтажников с обеих сторон конвейера, нижний предназначен только для перемещения плаза в начало линии. Стандартные размеры самого плаза те же, что и в первом случае: ширина 900 мм и длина 2,5–4 м. Скорость движения конвейера — около 22 м/мин. В дополнение к опциям перекидной системы для линии с подъемным механизмом можно заказать полку, расположенную над рабочей поверхностью.
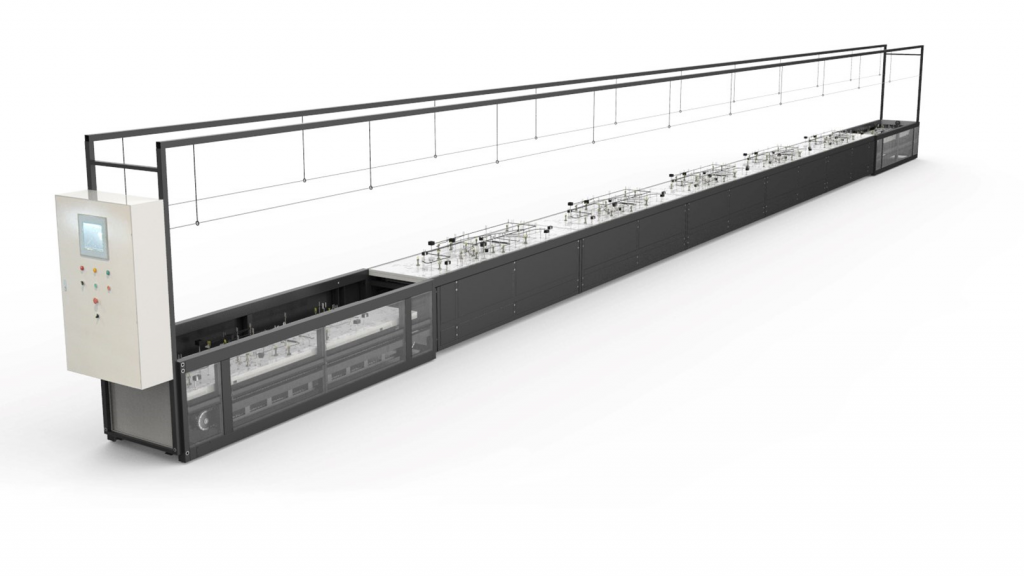
Третий тип — конвейеры по традиционной схеме с плазами на тележках, перемещаемых электрическим приводом по полу цеха (рис. 6). Достигнув конца линии, тележка движется по дуге, перемещаясь на другую сторону конвейера. Эта схема позволяет реализовать регулируемый угол наклона 55–65°. Движение линии — непрерывное, с регулируемой скоростью 500 мм/мин — 4,5 м/мин. Размеры рабочих поверхностей и опции те же, что и у перекидных плазов, также расположенных под углом к горизонтали.

(Рис. 6. Автоматическая линия сборки жгутов с плазами на тележках от компании Schleuniger)
Конвейерная линия характеризуется установленным ритмом работы, который со временем может привести к снижению концентрации монтажника и, соответственно, качества продукции. В этих условиях растет роль дополнительных средств автоматизации, например коллаборативных роботов, функционирующих в одной рабочей зоне с монтажником, исключая опасность травмирования последнего. На рис. 7 приведен пример такого робота, способного выполнять раскладку части жгута на выделенном ему участке плаза.

(Рис. 7. Коллаборативный робот выполняет раскладку жгута на вертикальном плазе)
Третий тип поверхности, применяемой для сборки жгутов,— интерактивные плазы. По существу, это промышленный экран большой площади, в отличие от бытовых телевизоров предназначенный для непрерывной круглосуточной работы. Размеры таких экранов обычно меньше размеров традиционного плаза, поэтому использование интерактивных плазов наиболее востребовано компаниями для серийно выпускаемых жгутов длиной до 2–2,5 м средней и высокой сложности. Однако не многие знают о том, что современные интерактивные столы могут быть состыкованы в любой требуемой для заказчика конфигурации, что позволяет оперативно адаптировать их к текущим потребностям в зависимости от выпускаемой на текущий момент продукции. Интерактивный плаз существенно ускоряет сборку тела жгута, выводя на экран маршрут прокладки провода, идентифицированного с помощью сканера штрихкодов. Интерактивный плаз работает под управлением специального программного обеспечения, позволяющего контролировать весь процесс раскладки, с последующим пооперационным анализом трудоемкости. Другими словами, интерактивный плаз является средством отображения информации «смарт рабочего места» S-MES «Орбита», которое позволяет не только получать информацию, но и вводить ее в систему. Поэтому комплекс как выводимой на рабочее поле информации, так и сообщений обратной связи можно гибко адаптировать к особенностям технологического процесса любого жгутового производства. В качестве примера такого устройства можно привести интерактивный плаз «Обрита Р 150» (рис. 8) на основе промышленной жидкокристаллической панели с размером рабочего поля 1540*860 мм и углом наклона, регулируемым в пределах 0–60° по отношению к горизонтали.
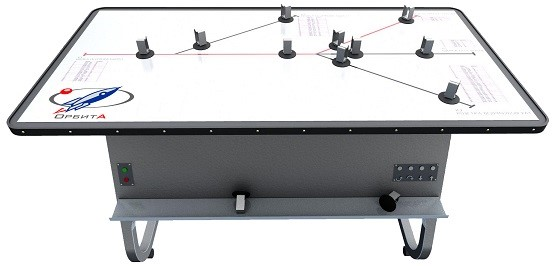
(Рис. 8. Интерактивный жгутовый плаз Орбита Р150)
Максимальная нагрузка на поверхность — 50 кг. Поверхность этого плаза немагнитна, поэтому для крепления жгутов на ней используют вакуумные крепления (присоски).
Заключение
За последние десятилетия жгутовый стол вобрал в себя новейшие технические решения и превратился из заурядной деревянной поверхности в гибкий инструмент для современных жгутовых производств. Обоснованность интегрирования в него тех или иных функций может быть определена только в тесном диалоге разработчиков данного оборудования и технологов, специализирующихся на кабельно-жгутовой продукции. В этой цепочке поставщик оборудования должен играть роль не только коммерческого агента, но и постановщика задачи, понимающего как актуальные задачи промышленных предприятий, так и весь современный спектр технических возможностей для их решения.
Литература
1. Потоцкая К. Современное оборудование для работы с лентой и оплетения при изготовлении кабельных сборок и жгутов // Технологии в электронной промышленности. 2020. № 5.